Production scheduling sits at the heart of operational success, yet it is often one of the most underleveraged levers for improving performance. When schedules are reactive or misaligned with demand, companies experience missed shipments, excess inventory, and unnecessary firefighting. In contrast, organizations that implement disciplined scheduling best practices can dramatically improve customer service, margins, and cash flow. By translating demand into clear, executable plans and aligning resources accordingly, manufacturers can move from chaos to control—and deliver consistent, scalable results.
Table of Contents
- Manufacturing Challenged with Supply Chain Chaos
- Proactive Planning to the Rescue
- Handoff to Production Scheduling
- Production Scheduling Factors
- Production Scheduling Sequencing
- Production Scheduling Strategies
- Client Example
Manufacturing Challenged with Supply Chain Chaos
Manufacturing has struggled to produce what customers want on-time without spending a fortune and tying up excess cash unnecessarily in the wrong, “just-in-case” inventory. It is a tough environment spiraling out of control with supply chain chaos.
In the current state of affairs, there are historic levels of supply chain disruption and shortages, causing significant inflation and creating a bullwhip effect. When companies cannot obtain the materials and products required to keep production running and satisfy customer demand, they tend to over order, hoping they’ll get product sooner. This creates inflated demand, further extends lead times and inflates prices in addition to causing “fake” demand down-the-line (bullwhip effect). Suppliers try to keep up with demand, attempt to hire people and procure additional materials, and this continues down-the-line.
At some point, demand falls off (at least for some of the products, even if total demand stays intact), and the wrong materials and products end up in the wrong place at the wrong time. This creates panic in the opposite direction with customers postponing and canceling orders, and the effects are felt down-the-line once again with a new bullwhip effect. The bullwhip started at the beginning of the pandemic, and it has been swinging from side to side and creating volatility ever since with no signs of slowing down. Disruptions abound with the Russia-Ukraine war, the China-Taiwan tension, the computer chip shortages, and typical weather events. Check out the latest events to consider in our Supply Chain Chats video series.
Proactive Planning to the Rescue
Successful manufacturers will get off the bullwhip swing. Instead, they will take control of their end-to-end supply chain with proactive planning. This starts by getting a better handle on their sales forecast by developing a demand plan. Given the level of volatility and complexity in today’s simplest of supply chains, they must get a picture of future demand. A combination of statistical formulas, sales and market input, customer demand, and proactive management will go a long way to providing a view into demand.
Next up, you’ll need a master schedule which will provide a long-range production plan and capacity plan. These proactive plans will allow you to determine the machinery and equipment required to support your production plans, the staffing and training plans needed to bring your plans to fruition, the purchase and supply plans (inclusive of insource, outsource, offload, and outside processing) needed so that you can proactively work with suppliers and source partners, and the storage and distribution plans required to support your customers. The best planners are constantly evaluating alternatives to maximize customer value, efficiency and profitability, and working capital. These plans do not address the shorter term.
Handoff to Production Scheduling
Production scheduling picks up where master planning leaves off and addresses the short-term planning horizon. Since the strategic decisions typically arise with the master planning data, the powerful value of production scheduling is often overlooked. Plans rarely fail in formulation. They fail in execution. The production schedule is that execution.
Production scheduling provides a plan of what will be produced on which line, in which operation, in which sequence, at what time to achieve three objectives simultaneously:
- Customer service: Satisfying the customers need on-time as measured by OTIF (on-time-in-full) or OTD (on-time delivery) and to the customers’ expected lead time.
- Profitability: Scheduling the production facility in the optimal manner to maximize output with the least amount of labor, minimize scrap, and minimize operational resources and costs.
- Working capital: Achieve high levels of customer service and profitability with the least amount of inventory throughout the network to support production and customer demand.
Good production schedules will maximize service, profit and working capital. Bad production schedules will not only suboptimize these three outcomes, but chaos and confusion will follow.
Production Scheduling Factors
Material planning should consider the following factors when production scheduling:
- Run size – the best set run quantity based on economic order quantity concepts. It is rare to see a client with full information to complete an official analysis on EOQ; however, every client has at least directionally correct information to make an informed decision to get the process rolling.
- Run frequency – typically, you’ll set a sequence that makes sense with your customers’ demand patterns (volumes, frequencies), operations and quick-change capabilities, lead time requirements, etc.
- Service policies – your production schedule and changes to the production schedule will have to be configured around your service policies
- Constraints – your production schedule will also have to be configured around your capacity constraints (machinery, tools, labor, storage), maintenance and quality constraints, bottleneck operational constraints, material / ingredient constraints, etc.
- Sequencing – you’ll also need to consider sequencing priorities to support operational performance objectives.
Production Scheduling Sequencing
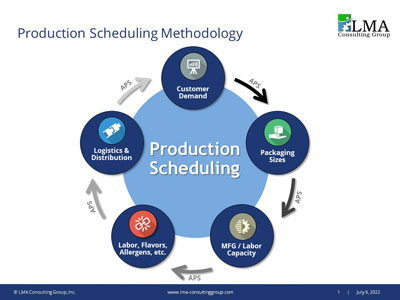
A critical priority in production scheduling is sequencing. Following the graphic, you’ll see the sequencing priorities in a beverage operation:
- Customer demand: Items, volumes
- Packaging and/ or sizes: If you are producing soft drinks or power drinks, you start with packaging (6-pack cans, 8-pack bottles, 2-liter, etc.) and sizes (12oz, 20oz, etc.). Packaging and sizes will dictate which production line(s), equipment, and machinery will be required to support the production schedule.
- Manufacturing capacity: Once you know you are running cans on the production line, you will want to make sure you have enough machine and equipment capacity to run enough cans to meet your needs.
- Labor capacity: Assuming you have enough machine capacity, you will need to make sure you have enough labor capacity on the appropriate shifts needed. If not, you’ll need to find a way to allocate capacity from a different line, cross-train resources, and/or hire resources.
- Flavors: When it comes to sequencing, you’ll want to start at the top level (bottles), go packaging and sizes (8-pack 12oz), and then go to flavors (coke, diet coke, cherry coke) to minimize changeovers.
- Allergens: When it comes to food and beverage, you clearly need to segregate allergens and sanitize between allergens and non-allergens. You would not want to sanitize after producing for an hour!
In working with hundreds of manufacturers across multiple manufacturing environments (process, job shop, configure-to-order (CTO), engineer-to-order (ETO)) and industries (aerospace, food and beverage, building and construction, healthcare and life sciences), these same principles apply. Sequences are determined by the following: size, material type, surface finish, accessories, labor requirements (# of people needed to run the item), subsequent operations, and many more.
Production Scheduling Strategies
Production scheduling is art and science. The best planners use a combination of art and science. There are a few alternative strategies although the best figure out the “right” combination of strategies that best supports the business:
- Reorder point / Kanban – in essence, you schedule to an agreed upon reorder quantity when your item falls below a specified level (reorder point).
- MRP – in this case, you schedule to customer or forecast requirements within a time period in quantities based on the economic order quantity (assuming you’ve set that quantity in the system).
- Production wheel – this strategy level loads across changeover groups to create a sequencing of changeovers that is optimized for production yet meets service policies.
There are tradeoffs, benefits and costs to each approach depending on your customer demand, service policies, operational constraints, production sequencing factors, bottleneck operations, and other issues. Frequently, we see a combination of approaches based on what makes sense for each unique situation. Common sense production scheduling yields the best results!
Client Example
Sticking with the food and beverage example, a food bar manufacturer wanted to gain significant improvements in operational performance from an optimized production scheduling process. They successfully satisfied customer requirements and had recently upgraded their manufacturing facility and equipment to gain operational efficiencies. Thus, the next logical step was to optimize the production schedule to gain full production runs in optimized sequences which they thought would provide a 10-point improvement.
After resolving related bottlenecks that clouded the production scheduling picture, we worked with sales to stabilize the demand plan for a 4-month window and then translate that demand into a level loaded monthly production wheel. Of course, no operation can be fully level loaded because business conditions and customer requirements change. However, by gaining the 4-month window into demand, grouping like-items, sequencing in a logical order to minimize changeovers and disruption, integrating an ABC flow with certain groups of items running more frequently than others (weekly, monthly, quarterly), and allocating capacity for non-forecastable orders or supply disruptions, we optimized the schedule and were able to maintain resiliency with changing conditions. Of course, conditions changed (ie. pandemic arose, inventory became a higher priority), and we were able to pivot to changing conditions and deliver significant results.
A solid production schedule will turn chaos into stability. As stability is achieved, operational costs are reduced, expedite costs minimized, inventory turns increased, lead-times reduced, obsolete and slow-moving inventory minimized, employee morale improved, etc.
Refer to our blog for many articles on planning, capacity and related concepts. Also, read more about these types of strategies in our eBooks such as The Road Ahead: Business, Supply Chain & the World Order. If you are interested in talking about what it would take to optimize your production scheduling scenario, contact us.
Did you like this article? Continue reading on this topic:
Improving Service Levels, Logistics Efficiencies, and Inventory Turns with Replenishment Planning Best Practices